headlight factory
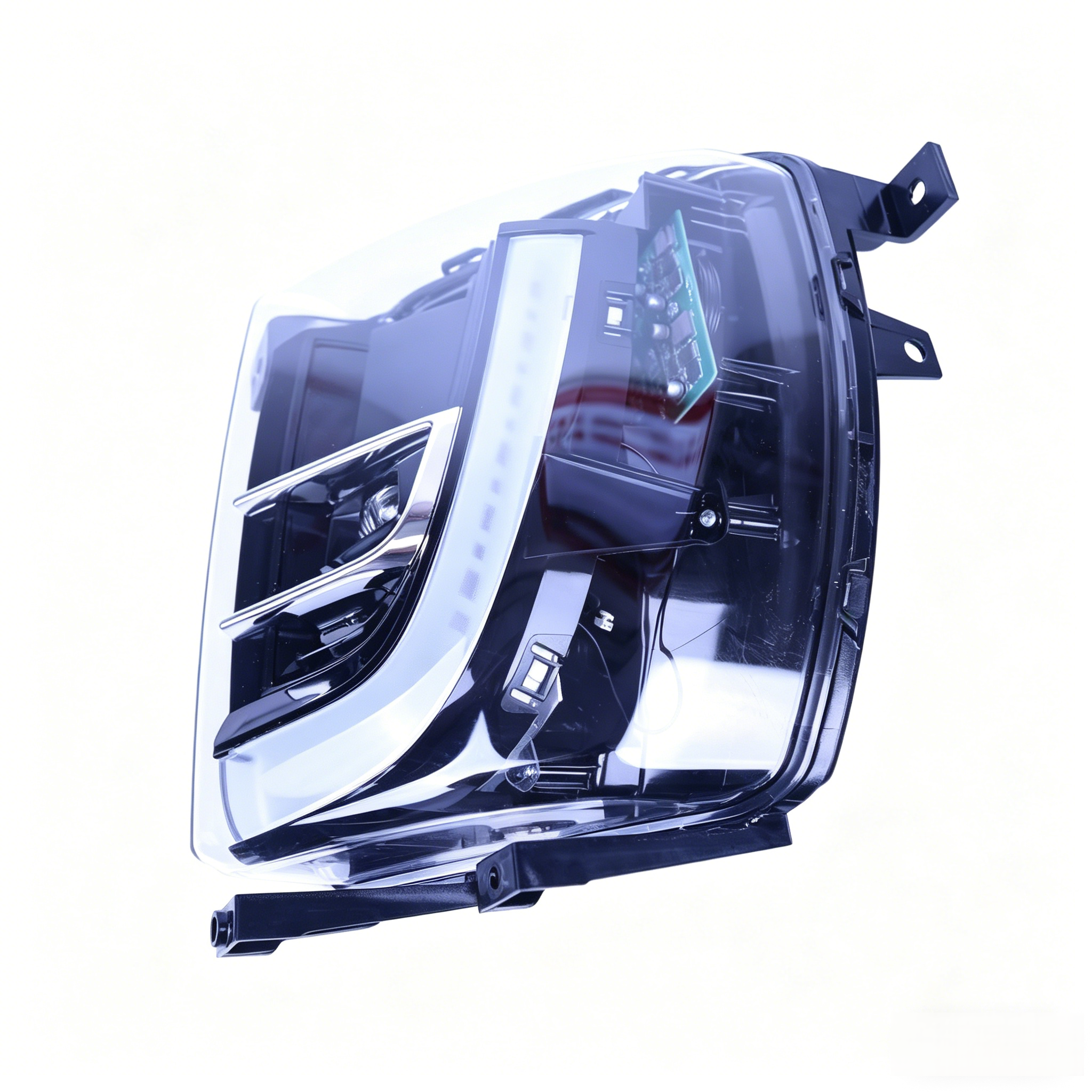
A headlight factory represents a specialized manufacturing facility dedicated to producing automotive lighting systems that ensure safe vehicle operation during low-visibility conditions. These production centers combine advanced engineering principles with modern manufacturing techniques to create reliable illumination products for various vehicle types. The primary function of a headlight factory involves transforming raw materials such as polycarbonate plastics, specialized glass, reflective metals, and electronic components into complete lighting assemblies that meet stringent safety standards and regulatory requirements. Modern headlight factory operations integrate multiple production stages including lens molding, reflector coating, bulb assembly, electronic circuit integration, and quality control testing. The technological features implemented within a headlight factory include automated injection molding systems that shape precision lens components, vacuum metallization chambers that apply reflective coatings to achieve optimal light distribution, and robotic assembly lines that ensure consistent product quality. Advanced headlight factory facilities also incorporate LED technology production capabilities, adaptive lighting system assembly, and smart headlight manufacturing that responds to road conditions. Applications of products from a headlight factory extend across passenger vehicles, commercial trucks, motorcycles, agricultural equipment, and specialty vehicles. The manufacturing process within a headlight factory demands rigorous attention to photometric performance, ensuring that each unit delivers appropriate beam patterns, light intensity, and color temperature. Environmental considerations have become increasingly important in headlight factory operations, with many facilities adopting sustainable practices such as recycling plastic waste, reducing energy consumption through efficient machinery, and minimizing chemical usage in coating processes. The headlight factory supply chain connects material suppliers, component manufacturers, and automotive assembly plants in a coordinated network that supports just-in-time delivery schedules. Quality assurance protocols within a headlight factory include optical testing equipment, durability testing chambers that simulate years of environmental exposure, and compliance verification systems that ensure products meet international standards such as ECE, DOT, and SAE regulations.